
Typische Werkstücke
|
Stempel aus HSS mit 62 HRC HSC-Fräsen und Koordinatenschleifen in einer Aufspannung auf der RHP600. Die Deckflächen wurden mit einer Genauigkeit von +/- 5 µm gefräst. Die hohen Seitenflächen wurden durch Koordinatenschleifen mit einer Toleranz von +/- 1,5 µm bearbeitet. Abmessungen 70 mm x 30 mm x 70 mm. |
 |
|
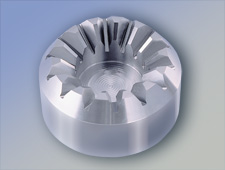
Impeller Auf der RXP500DS lassen sich auf Grund ihres zum Patent angemeldeten Designs sehr kurze Bearbeitungszeiten auch bei komplexen Geometrien erreichen. Das gilt sowohl für 2D- als auch für 3D-Flügelkonturen. |
 |
|
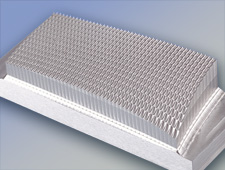
Schneidwalzen Bei der Bearbeitung der Schneidkanten von Schneidwalzen aus gehärtetem Stahl für Papier oder andere Materialien kommt es auf sehr hohe Genauigkeiten an. Die Schneidekanten müssen eine konstante Breite im Mikrometerbereich aufweisen. Für die Bearbeitung der Schneidwalzen sind daher besondere Funktionalitäten in der Steuerung erforderlich. Mehrere Maschinen sind inzwischen ausgeliefert und können die Anforderungen der Kunden voll erfüllen. |
 |
|
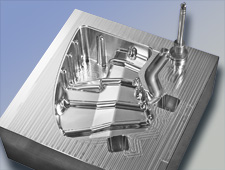
Kunststoffarm für Autoscheibenwaschbehälter Stahl 1.2311 (40CrMnMo7) / vergütet 1200 N/mm2, |
 |
|
Formeinsatz für Adernhülse Stahl, |
 |
|
Kern für Handy-Abdeckung Stahl 1.2343 (X38CrMoV5-1), |
 |
|
Elektrode Abmessungen 0,8 mm x 45 mm x 80 mm, |
 |
|
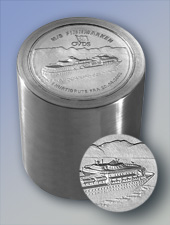
Prägestempel für Münzen Stahl, |
 |
|
Meisterrad Stahl 1.2379 (X155CrVMo12-1), HRC 60, |
 |
|
Reflektorkern Stahl 1.2316 (X36CrMo17), |
 |
|
Formeinsatz für Golfball Stahl 1.2344 (X40CrMoV5-1), HRC 52, |
 |
|
Formstempel Material HSS, HRC 65 |
 |